نماد اعتماد الکترونیکی
جهت اطلاع از قیمت لوله مبلی 0.9 با کارشناسان فروش ما در تماس باشید
شرکت بازرگانی پرشین آیرون با افتخار آماده خدمت رسانی به شما عزیزان میباشد.
هم اکنون میتوانید قیمت پابه لوله مبلی خاور صنعت هما و قیمت پایه لوله مبلی ساوه ودیگر کارخانه های تهران را به صورت روزانه مشاهده کنید.
| قیمت پایه لوله و پروفیل مبلی یا سبک | قیمت پایه لوله و پروفیل تبریز در تهران | قیمت پایه لوله و پروفیل مبلی ساوه |
|---|---|---|
| 52,000 تومان | 52,000 تومان | 52,500 تومان |
| آخرین بروزرسانی : 1402/04/03 | آخرین بروزرسانی : 1402/04/03 | آخرین بروزرسانی : 1402/04/03 |
با توجه به ضخامت های مختلف لوله مبلی افزایش قیمت متفاوتی را مشاهده خواهید کرد.
کارخانه ی خاور صنعت هما تولید کننده انواع پروفیل مبلی می باشد, شما در جدول مربوطه قیمت لوله مبلی 0.9 را مشاهده میکنید.
| نوع | ضخامت | قیمت (کیلوگرم) |
|---|---|---|
| لوله سبک 6 | 0.9 | تماس بگیرید |
| لوله سبک 8 | 0.9 | تماس بگیرید |
| لوله سبک 10 | 0.9 | 55,000 تومان |
| لوله سبک 18 | 0.9 | 54,000 تومان |
| لوله سبک 25 | 0.9 | 54,000 تومان |
| لوله سبک 32 | 0.9 | 54,000 تومان |
قیمت لوله مبلی 0.9
شرکت پرشین آیرون تولید کننده انواع لوله مبلی می باشد , جهت اطلاع روزانه از قیمت لوله مبلی 0.9 تماس بگیرید.
کشش سرد لوله مبلی
کشش سرد یکی از قابلیت های مهم و منحصر به فرد لوله مبلی می باشد که لوله سبک را از انواع لوله های دیگر متمایز میکند.
در این مطلب به توضیح درباره ی چگونگی فرآیند کشش سرد میپردازیم.
به عملیاتی که باعث تغییر اندازه و ضخامت محصول (لوله) میشود را کشش میگویند.
صنایعی که از محصولات کشش سرد استفاده میکنند :جنگ افراز, خودروسازی, ماشینآلات, کشاورزی, ماشینآلات صنعتی, ریل و راهآهن, درب و پنجره

برای پرداخت نهایی استوانه های تو خالی که با فرآیند شکل دادن گرم مانند اکستروژن,سنبه کاری یا نورد تولید می شوند, کشش لوله انجام میگیرد.(Tube Sinking)
در این عملیات محصول مورد نظر را روی جک هیدرولیکی قرار میدهند و با استفاده از دستگاه های کشش عملیات کشش محصول را انجام میدهند.عملیات کشش به دو صورت کشش گرم و کشش سرد انجام میشود.
در روش کشش گرم محصول(فولاد) در ابتدا باید گرم شود و پس از آن کشش انجام میشود و تغییر سایز اعمال میشود.در روش کشش سرد دیگر نیازی به گرم کردن محصول نیست و بدون گرم کردن تغییر سایز اعمال میشود.
روش های کشش سرد:
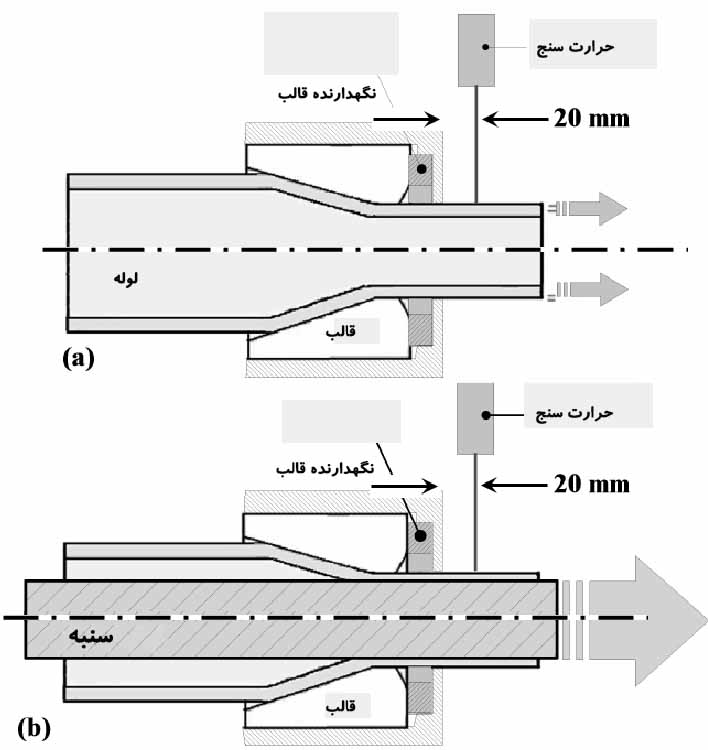
سه فرآیند وجود دارد که با استفاده از تکیه گاه های داخلی کشش انجام میشود.کاهش ضخامت جدار لوله قسمت اصلی تغییر شکل را به خود اختصاص می دهند.
یک فرآیند نیز وجود دارد که لوله بدون تکیه گاه داخلی قطر لوله کاهش پیدا میکند.این کاهش قطر معمولا با کمی افزایش ضخامت دیواره همراه است.این روش یک ویژگی خمش برگشت پذیری دارد که ممکن است سبب ترک داخلی شود و استفاده از این روش را کاهش میدهد.
اغلب فرآیندهای کشش لوله با استفاده از سنبه و توپی و با کمی کاهش قطر داخلی همراه می باشد.اختلاف موجود بین قطر تکیه گاه میانی و قطر داخلی اولیه لوله رابطه مستقیم با مقدار کاهش قطر داخلی دارد.دلیل این کاهش آن است که در فروکشی لوله, درون لوله متکی بر چیزی نمی باشد و در نتیجه جداره کمی ضخیم و سطح داخلی غیر یکنواخت میشود.
توپی و سنبه در کشش لوله
قطرهای داخلی و خارجی لوله با کشیدن روی توپی کنترل میشوند.شکل توپی ممکن است استوانه ای یا مخروطی باشد وظیفه ی توپی کنترل شکل و اندازه قطر داخلی لوله است.
سنبه چیست ؟
سنبه از سیم یا مفتول سخت تشکیل شده است.در تمام طول لوله سنبه امتداد دارد و با با لوله در قالب کشیده میشود. در کشیدن لوله با سنبه متحرک، قسمتی از نیروی کشش توسط کشیدن بر قسمت خروجی و بخشی به وسیله نیروهای اصطکاکی وارده در امتداد سطح مشترک لوله با سنبه به فلز منتقل می شود.
مراحل انجام فرآیند کشش سرد
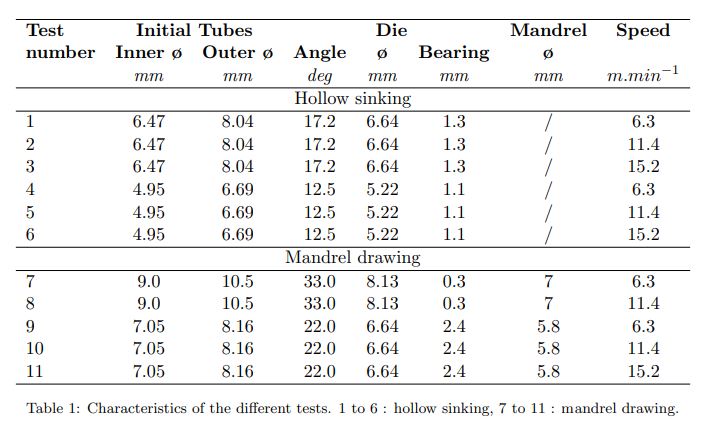
در اولین آزمایش ها ، قطر خارجی(OD) و قطر داخلی (ID) لوله قبل از کشیدن به ترتیب برابر با 8.04 میلی متر و 6.91 میلی متر بود. لوله ها از طریق قالب کاربید تنگستن به قطر 6.64 میلی متر ، با زاویه ورودی برابر با 17.2 ◦ و یاتاقان 1.3 میلی متر ، کشیده شدند. سپس ، قطر خارجی برابر شد با 6.69 میلیمتر و قطر داخلی برابر شده است با 4.95 میلیمتر.پس از آن یک سری آزمایشات دیگر بر روی این لوله های آنیل شده (OD 6.69 12 ID 4.95) از طریق قالب 22/5 میلی متر با زاویه ورودی برابر با 12.5 ◦ و یاتاقان 1.1 میلی متر انجام شد. هر لوله با سه سرعت مختلف کشیده شد.این سرعت ها به صورت زیر است:
1) 6.3 میلیمتر در دقیقه 2) 11.4 میلیمتر در دقیقه3) 15.2 میلیمتر در دقیقه
هر آزمایش حداقل چهار بار انجام شده است تا تجزیه و تحلیل طبق یک جدول (در ادامه مشاهده میکنید) آماده شود.
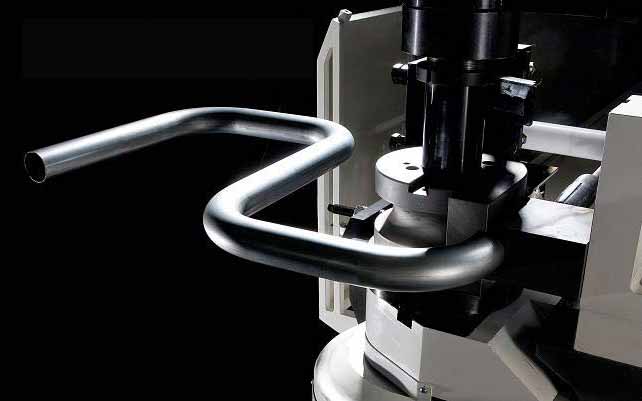
خم کاری
تیم پرشین آیرون در گذشته درباره ی خم کاری لوله (لوله مبلی) توضیحاتی ارائه داده است, با آماده سازی این مطلب سعی در تکمیل توضیحات ارائه شده قبلی دارد.
روش های خم کاری :
1) خمکاری گرم لوله ها
2) خمکاری به روش القایی
3)خمکاری سرد لوله فولادی
ویژگی روش خمکاری گرم لوله ها :
1) خمکاری در محدوده وسیع در ضخامت و شعاع
2) کم شدن ضخامت دیواره خارجی (گرم کردن سطح داخلی) کنترل میشود.
3) این روش سرعت پائینی دارد
4) بیضی شدن سطح مقطع
5) چروک خوردگی
6) به دلیل پرشدن داخل لوله از شن داغ در هنگان عملیات ,تمیزکاری اجتناب پذیر است
7) گران قیمت
8) مصرف بالای انرژی
ویژگی های روش خمکاری سرد :
1) سرعت بالای انجام عملیات
2) هزینه ی پائین
3) کنترل بر روی بیضی شدن و چروک خوردن
4) انعطاف پذیری پائین
5) افزایش پسماند
6) عدم نیاز به تجهیزات گرمایشی و پوسته زدایی
ویژگی های روش القایی :
1) آلودگی خاصی ندارد
2) کاربرد در لوله هایی با شعاع زیاد و قطور
3) هزینه ی کم
4) بازدهی بالا
5) کیفیت سطح خمکاری نسبت به خمکاری گرم بهتر است
6) لحاظ چروک خوردگی و بیضی شدن نسبت به دو روش دیگر بهتر است.
روش های خمکاری سرد :خمکاری پرسی , خمکاری فشاری , خمکاری غلتکی (لوله های قطور) , فرم دهی کششی , خمکاری کششی – چرخشی , خم لوله آزاد
خمکاری سرد اغلب در خمکاری های با شعاع زیاد و در زوایای خم کوچک در انتقال نفت و گاز استفاده می شود.
لوله سبک پس از انجام عملیات خمکاری در مکان هایی که نیاز به انعطاف زیاد و لوله های خم شده باشد مورد استفاده قرار میگیرد,پس از خمکاری لوله مبلی از آن میتوان در ساخت آئینه های تزئینی و ساخت مبلمان و میز استفاده کرد.














